CH61200L ສູນຫັນ CNC ມີແກນ C
ຄໍາແນະນໍາສັ້ນໆ
ເຄື່ອງນີ້ແມ່ນ mated ກັບແກນ C, feed X ແລະ Z axis, ສາມແກນສາມາດເຊື່ອມຕໍ່ແລະເຄື່ອນຍ້າຍຮ່ວມກັນກັບຫຼາຍຫນ້າທີ່ແລະປະສິດທິພາບການຕັດສູງ.
Mated ກັບ SIEMENS 828D ລະບົບ CNC.
ສອງເກຍຂອງຄວາມໄວ spindle, ແລະຄວາມໄວ stepless ພາຍໃນເກຍ, ການປ່ຽນເກຍໄຮໂດຼລິກ, ການຕັດຄວາມໄວເສັ້ນທີ່ສອດຄ່ອງ.ມໍເຕີ spindle ຕົ້ນຕໍແມ່ນ SIEMENS 37KW AC servo motor, ຄວາມໄວຫຼຸດລົງແລະເພີ່ມແຮງບິດໂດຍເກຍ, ຄວາມໄວ spindle ແມ່ນ 5-200rpm.
ແກນ C ຖືກດັດສະນີໂດຍມໍເຕີ AC servo ຄວາມແມ່ນຍໍາສູງ, ແລະການລັອກອັດຕະໂນມັດຂອງໄຮໂດຼລິກ, ແລະນໍາໃຊ້ grating ວົງສໍາລັບການຊອກຄົ້ນຫາຕໍາແຫນ່ງຕົວຈິງ;X axis adopts SIEMENS AC servo motor driven and high precision ball screw pair to realize the lateral movement, Z axis adopts SIEMENS AC servo motor drive high precision worm reducer to move longitudinally, ທັງສອງແກນ X, Z ແມ່ນອຸປະກອນທີ່ມີ grating ສໍາລັບການກວດສອບຕໍາແຫນ່ງຕົວຈິງ, ການຄວບຄຸມ loop ປິດ, ມີຄວາມຖືກຕ້ອງການຈັດຕໍາແຫນ່ງທີ່ດີແລະຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຊ້ໍາຄືນ
ການນໍາໃຊ້ເຄື່ອງຈັກ
ນີ້ແມ່ນເຄື່ອງຕັດທີ່ມີປະສິດຕິພາບສູງ, ເຫມາະສົມສໍາລັບການຕັດເຫລໍກ, ເຫຼັກກ້າແລະການປຸງແຕ່ງໂລຫະທີ່ບໍ່ມີທາດເຫຼັກດ້ວຍເຫຼັກທີ່ມີຄວາມໄວສູງແລະເຄື່ອງມືໂລຫະປະສົມແຂງ.ມັນສາມາດຫັນເປັນວົງພາຍນອກ, ປາຍໃບຫນ້າ, ຮ່ອງຕັດ, ຕັດອອກ, ຕັດຂຸມພາຍໃນ, milling keyway, milling spiral groove, ເຈາະແລະການປາດຢາງ.
ແຜນທີ່ Sketch ຂອງ workpiece ໄດ້:
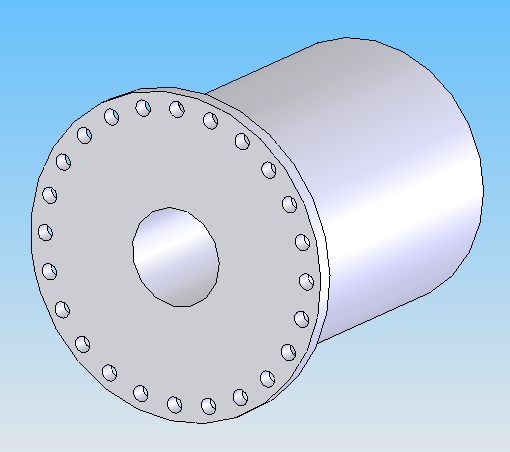

ແປ້ນ milling

threading milling ກັບ pitch ການປ່ຽນແປງ
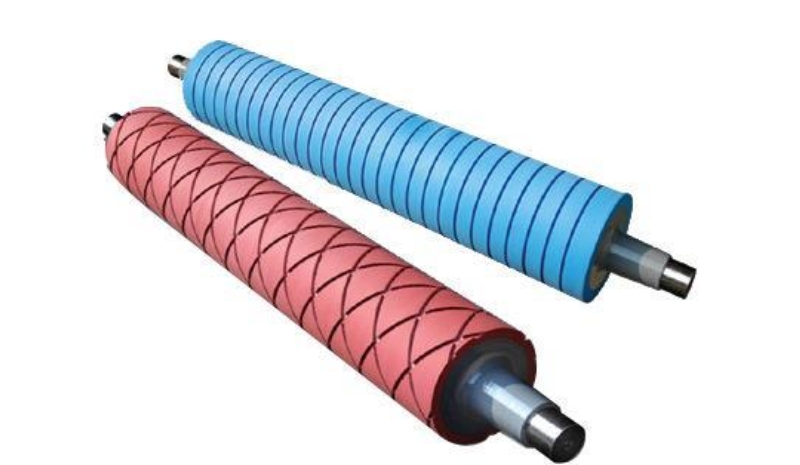
ຮ່ອງກ້ຽວວຽນ milling, ຮູບແບບຂະຫນາດ
ພາລາມິເຕີແລະຄວາມອາດສາມາດ
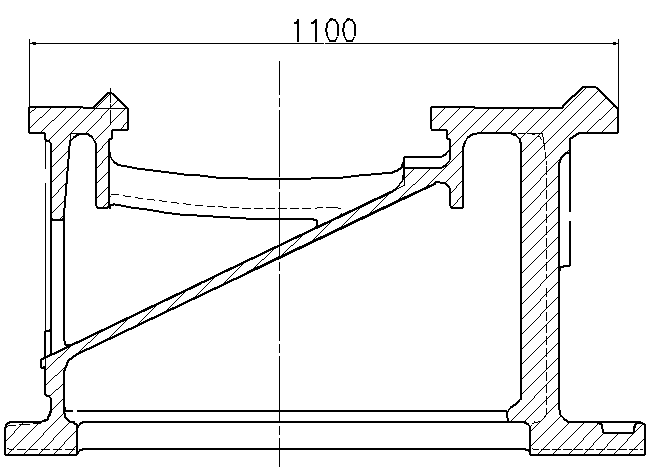
| ຄວາມກວ້າງຂອງເສັ້ນທາງ | 1100 ມມ |
| ສູງສຸດ.swing ເສັ້ນຜ່າສູນກາງໃນໄລຍະຕຽງ | φ2040ມມ |
| ສູງສຸດ.swing ເສັ້ນຜ່າສູນກາງໃນໄລຍະເຄື່ອງມື | φ1500mm |
| ສູງສຸດ.ຄວາມຍາວຂອງ workpiece | 12000mm |
| ສູງສຸດ.ນ້ໍາຫນັກ workpiece ລະຫວ່າງສູນກາງ | 10 ທ |
| ສາຍສົ່ງຕົ້ນຕໍ | |
| ຮັບຜິດຊອບດ້ານຫນ້າຂອງ spindle | φ220mm |
| ຊ່ວງຄວາມໄວ spindle | 5-200r/ນາທີ |
| ເສັ້ນຜ່າສູນກາງ spindle | φ130mm |
| taper ດ້ານຫນ້າຂອງຂຸມ spindle | metric No.140 |
| ພະລັງງານມໍເຕີຕົ້ນຕໍ, ມໍເຕີ servo | 37KW |
| ສະເພາະ.ປາຍ spindle | 1:30 |
| ການຖ່າຍທອດອາຫານ | |
| ການເດີນທາງແກນ X | 85 ມມ |
| z ການເດີນທາງແກນ | 11800mm |
| x axis ຄວາມໄວການເດີນທາງຢ່າງໄວວາ | 4 ແມັດ/ນທ |
| z axis ຄວາມໄວການເດີນທາງຢ່າງໄວວາ | 4 ແມັດ/ນທ |
| Servo motor torque od x axis | 27Nm |
| Servo motor torque od z ແກນ | 36Nm |
| ເສົາໄຟຟ້າ 8 ຕຳແໜ່ງແນວນອນ | 0.5.473.532.8 |
| ຂະຫນາດຂະຫນາດຂອງ shank ເຄື່ອງມື | 32mmx32mm |
| Tailstock | |
| ເສັ້ນຜ່າກາງ Quill ຂອງ tailstock | φ260mm |
| ການເດີນທາງ Quill | 300 ມມ |
| ຂຸມ taper ຂອງ quill | metric No.80 |
| ຜູ້ຊ່ວຍພັກຜ່ອນຢ່າງສະໝໍ່າສະເໝີ (2 ຊຸດ) | |
| ປິດການພັກຜ່ອນສະຫມໍ່າສະເຫມີ | φ400-φ700mm |
| chuck | |
| ຄາງກະໄຕສີ່ | φ1600mm |
| ແກນ C | |
| ສູງສຸດ.torque ພາຍໃຕ້ເງື່ອນໄຂ clamped | 3000Nm |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຂອງແກນ C | 36″ |
| ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຂອງແກນ C | 18″ |
ໂຄງສ້າງຕົ້ນຕໍ
1) ຕຽງ
ຕຽງນອນແມ່ນຕຽງປະເພດພື້ນທີ່ມີຄວາມກວ້າງ 1100 ມມແລະມີການຫລໍ່ດ້ວຍດິນຊາຍທີ່ມີຄວາມເຂັ້ມແຂງສູງ.ວັດສະດຸແມ່ນ HT300.ຕຽງນອນມີຄວາມໄດ້ປຽບຂອງຄວາມແຂງແກ່ນທີ່ເຂັ້ມແຂງ, ຄວາມອາດສາມາດຮັບຜິດຊອບຂະຫນາດໃຫຍ່ແລະຄວາມຫມັ້ນຄົງທີ່ດີ
ເສັ້ນທາງຄູ່ມືແມ່ນພູຫນຶ່ງແລະໂຄງສ້າງຮາບພຽງຫນຶ່ງ, ຄວາມແຂງຂອງວິທີການແນະນໍາແມ່ນສູງກວ່າ HRC52, ຄວາມເລິກຂອງການແຂງຫນາແມ່ນເປັນປະໂຫຍດທີ່ຈະເປັນດິນ.
ຢູ່ຕາມໂກນພາຍໃນຂອງຮ່າງກາຍຂອງຕຽງແມ່ນສະຫນອງໃຫ້ມີ rib ເສີມຮູບ W, ເຊິ່ງຊ່ວຍເພີ່ມຄວາມເຂັ້ມງວດຂອງຕຽງເຄື່ອງຢ່າງຫຼວງຫຼາຍແລະຫຼຸດຜ່ອນການຜິດປົກກະຕິເນື່ອງຈາກນ້ໍາຫນັກທີ່ຮັບຜິດຊອບ.
ຫຼັງຈາກອາຍຸຂອງການຫລໍ່ນອນ, ມັນສາມາດເອົາຄວາມກົດດັນທີ່ຕົກຄ້າງຢູ່ໃນການຫລໍ່, ແລະຫຼຸດຜ່ອນການປ່ອຍຄວາມກົດດັນທີ່ຕົກຄ້າງໃນການປຸງແຕ່ງແລະການນໍາໃຊ້ເຄື່ອງຈັກ.
ມີຮູຄ້ອຍ ແລະ ໂຄ້ງຢູ່ດ້ານຫຼັງຂອງຕຽງທີ່ຖືກນໍາໃຊ້ສໍາລັບການຖອນຊິບ.ຊິບ, ເຄື່ອງເຮັດຄວາມເຢັນ, ນໍ້າມັນຫຼໍ່ລື່ນ ແລະ ອື່ນໆແມ່ນເອົາອອກໂດຍກົງໃສ່ຖາດຊິບ.ດັ່ງນັ້ນການເຮັດຄວາມສະອາດຊິບແມ່ນສະດວກ, ແລະຂອງແຫຼວທີ່ເຮັດຄວາມເຢັນສາມາດນໍາມາໃຊ້ໃຫມ່ໄດ້
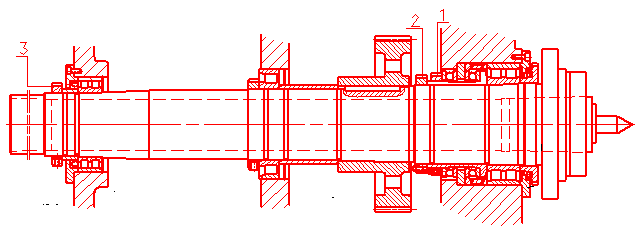
2) ຫົວຫນ້າ
spindle ຮັບຮອງເອົາສາມຈຸດ, ດ້ານຫນ້າເປັນທ້າຍຄົງທີ່, ກາງແລະຫລັງເປັນທ້າຍການເດີນທາງ, ດ້ານຫນ້າແລະຫລັງເປັນສະຫນັບສະຫນູນຕົ້ນຕໍ, ແລະກາງເປັນສະຫນັບສະຫນູນການຊ່ວຍເຫຼືອ.ການຈັດຕໍາແຫນ່ງ axial ແມ່ນຖືກຕັ້ງໄວ້ຢູ່ປາຍຫນ້າຂອງ spindle, ເພື່ອໃຫ້ spindle ຂະຫຍາຍໄປຂ້າງຫນ້າຫຼັງຈາກໄດ້ຮັບຄວາມຮ້ອນ, ການກໍາຈັດຜົນກະທົບຂອງການຂະຫຍາຍຄວາມຮ້ອນຂອງ spindle ກ່ຽວກັບຄວາມຖືກຕ້ອງຂອງເຄື່ອງມືເຄື່ອງຈັກ.
ໄດຫຼັກຂອງເຄື່ອງກຶງໄດ້ຖືກຮັບຮູ້ໂດຍ Siemens AC spindle motor ຜ່ານ pulley ສາຍແອວ, ເກຍແລະສີ່ຂັ້ນຕອນຂອງການປ່ຽນອັດຕະໂນມັດບົບໄຮໂດຼລິກ.ຊ່ວງແຮງບິດຄົງທີ່ຂອງ spindle ແມ່ນຂະຫນາດໃຫຍ່ແລະການຕັດຄວາມໄວເສັ້ນຄົງທີ່ສາມາດຮັບຮູ້ໄດ້.ແກນ spindle ແມ່ນເກິດພິເສດ, ມີຄວາມແມ່ນຍໍາສູງແລະຄວາມເຂັ້ມງວດທີ່ເຂັ້ມແຂງ.
headstock ແມ່ນ lubricated ໂດຍນ້ໍາທີ່ເຂັ້ມແຂງ, ແລະ headstock gears ແລະ bearings ແມ່ນ lubricated ໂດຍປໍ້ານໍ້າມັນພິເສດ.ສ່ວນດ້ານຫນ້າຂອງ spindle ຮັບຮອງເອົາໂຄງສ້າງການຜະນຶກສອງເທົ່າຂອງ labyrinth ແລະຊ່ອງສຽບ, ເຊິ່ງປະສິດທິພາບສາມາດປ້ອງກັນການຮົ່ວໄຫລຂອງນ້ໍາມັນແລະວັດຖຸຕ່າງປະເທດຈາກການເຂົ້າໄປໃນ headstock.
3): ຕອບເຄື່ອງມື
ຮັບຮອງເອົາ German SAUTER 8 ຕໍາແຫນ່ງ turret horizontal 0.5.473.532.8, turret ນີ້ມີຫນ້າທີ່ຕັດວົງພາຍນອກ, ປາຍໃບຫນ້າແລະ threading ເຊັ່ນດຽວກັນກັບ milling, ເຈາະແລະການປາດຢາງ.turret ນີ້ແມ່ນຂັບເຄື່ອນໂດຍ SIEMENS servo motor ຕິດຕັ້ງໃສ່ມັນ, ແລະປະສົມກັບອຸປະກອນເສີມດັ່ງຕໍ່ໄປນີ້.
| ເຊີ.ບໍ່. | ຊື່ | ປະເພດ | ຈຳນວນ |
| 1 | ປ້ອມພະລັງງານ | 0.5.473.532.8 | 1 |
| 2 | ຫົວຕັດ | 0.5.901.032/077790 | 1 |
| 3 | ເຄື່ອງຕັດໄຟຟ້າ 0 ອົງສາ | 0.5.921.106-117859 | 1 |
| 4 | ເຄື່ອງຕັດໄຟຟ້າ 90 ອົງສາ | 0.5.921.206-117866 | 1 |
| 5 | ແຜ່ນຕັດຮູບວົງມົນພາຍນອກ | B2-60X32X60-113908 | 2 |
| 6 | ແຜ່ນຕັດຮູບວົງມົນພາຍໃນ | E2-60X50-113961 | 2 |

4) Z ແລະ X axis:
ເສັ້ນຜ່າສູນກາງຂອງສະກູບານຂອງແກນ X isφ40x5, ແກນ Z ແມ່ນຂັບເຄື່ອນໂດຍ rack ແລະເກຍ, ໂມດູນແຂ້ວແມ່ນ m = 5, ແລະແກນ z ຮັບຮອງເອົາການຄວບຄຸມ loop ປິດຢ່າງເຕັມທີ່ໂດຍ grating ຄໍາຄຶດຄໍາເຫັນໄມ້ບັນທັດ.
5) ຫຼັກຊັບຫາງ
Tailstock ປະກອບດ້ວຍສ່ວນເທິງແລະສ່ວນລຸ່ມ, quill ແລະ quill ສູນກາງການປັບອົງການຈັດຕັ້ງແມ່ນຕິດຕັ້ງຢູ່ໃນສ່ວນເທິງ.ການເດີນທາງຂອງ tailstock ແມ່ນຂັບເຄື່ອນໂດຍ motor.quill ຂອງ tailstock ສາມາດ rotate.
6) ລະບົບການລະບາຍນໍ້າ
ການ lubrication ຂອງ bearings ໃນ headstock, gears ແລະ bearing ໃນ headstock ແລະກໍລະນີອື່ນໆແມ່ນສະຫນອງໂດຍປັ໊ມພິເສດ, lubricating ຂອງ bearings ຂອງ screw ບານແລະແຕ່ລະຈຸດ lubricating ຂອງເຄື່ອງ adopts ການ lubrication intermittent ແລະ concentrative, ແລະເວລາ lubrication ແມ່ນສາມາດປັບໄດ້, ສະນັ້ນມັນ. ປ້ອງກັນການເສຍນ້ຳມັນຫຼໍ່ລື່ນຢ່າງມີປະສິດທິພາບ, ແລະສາມາດປັບປຸງການຕອບສະໜອງແບບເຄື່ອນໄຫວຂອງເຄື່ອງໄດ້ຢ່າງມີປະສິດທິພາບ ແລະ ຊີວິດການບໍລິການຂອງວິທີການແນະນຳ ແລະ ສະກູບານ.
ລະບົບໄຮໂດຼລິກ
ລະບົບໄຮໂດຼລິກຖືກນໍາໃຊ້ສໍາລັບການປ່ຽນອັດຕະໂນມັດຂອງຄວາມໄວ spindle ແລະການບັງຄັບ coolant ຂອງເກຍໃນ headstock ເຊັ່ນດຽວກັນກັບ lock ອັດຕະໂນມັດຂອງແກນ C.
7) ແກນ C
ແກນ C ແມ່ນຂັບເຄື່ອນດ້ວຍມໍເຕີ servo, ສາມາດປ່ຽນອັດຕະໂນມັດໄປສູ່ຮູບແບບການສົ່ງຂອງ spindle ແລະແກນ C, ດ້ານຫລັງຂອງ spindle ແມ່ນເຫມາະກັບຄວາມແມ່ນຍໍາສູງຂອງ grating ວົງຂອງແກນ C ແລະກົນໄກການຫ້າມລໍ້.ດ້ວຍລະບົບການວັດແທກວົງປິດທັງໝົດ.
ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກ
| ສໍາເລັດຮູບຕັດວົງພາຍນອກ | 0.005ມມ |
| ຄວາມສອດຄ່ອງຂອງເຄື່ອງຈັກ, ໃນຄວາມຍາວ 300mm | 0.03ມມ |
| Flatness ຂອງການຕັດສໍາເລັດຮູບແປ, | |
| ໃນເສັ້ນຜ່າສູນກາງ 300mm | 0.025mm, concave |
| ແກນ X | |
| ຄວາມຖືກຕ້ອງຕໍາແຫນ່ງ | X≤0.03ມມ |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຊໍ້າຄືນ | X≤0.012ມມ |
| ແກນ Z | |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງ, ໃນຄວາມຍາວ 10000mm | X≤0.13ມມ |
| ເຮັດຊ້ຳຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງ | X≤0.05ມມ |
| ແກນ C | |
| ຄວາມຖືກຕ້ອງຕໍາແຫນ່ງ | 36” |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຊໍ້າຄືນ | 18” |